Weichlöten und Hartlöten von Metallen
Metalle können durch induktive Erwärmung und unter Zuhilfenahme von Hart- oder Weichloten stoffschlüssig miteinander verbunden werden. Durch die spezielle Anpassungsfähigkeit der Induktionserwärmung und der dazugehörigen Lotzusatzwerkstoffe ist es möglich, ferromagnetische und nicht-ferromagnetische Werkstoffe miteinander zu kombinieren und zu verbinden. Unsere Anlagen eignen sich sowohl für den automatisieren als auch für den manuellen Lötprozess und stellen so eine optimale Lösung für jeden Anwender dar. – Wir unterscheiden:
- Temperaturen bis 450°C
- Vorwiegend Lote auf Sn- und Pb-Basis
- Einsatz von zusätzlichem Flussmittel
- Temperaturen bis 900°C
- Vorwiegend Silber-, Kupfer-Phosphor-, Messing-, Neusilber- sowie Aluminiumlote
- Generell Einsatz von zusätzlichem Flussmittel
- Temperaturen ab 900°C
- Vorwiegend Kupfer- und Nickelbasislote
- Löten unter Schutzgas oder im Vakuum
Hartmetalle auflöten
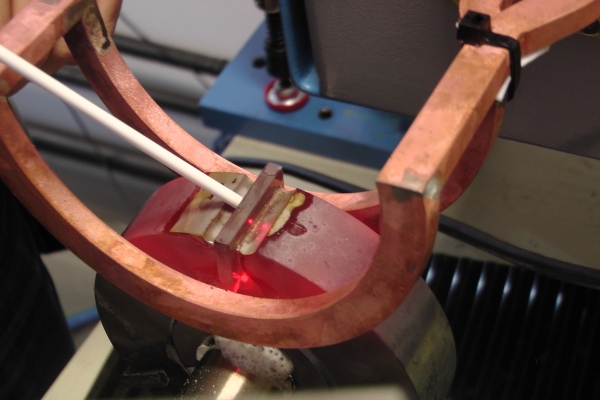
Bei Hartmetallen handelt es sich vornehmlich um Werkstoffe mit einem hohen Metallkarbidanteil, insbesondere Wolframkarbid (WC). Diese werden auf Grund ihrer hervorragenden Verschleißeigenschaften auf einen Trägerstahl aufgelötet um damit die Werkzeugeigenschaften zu verbessern. Die hierfür verwendeten Lote weisen meist einen benetzungsfördernden Mangananteil auf, da Metallkarbide hinsichtlich ihrer Benetzbarkeit schwächen zeigen.
PKD/PCBN löten
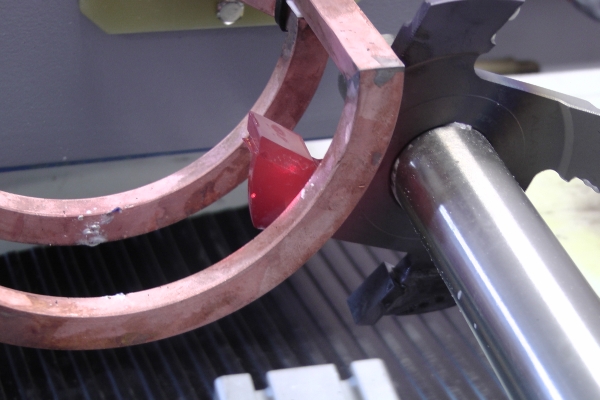
Beim Löten von PKD und PCBN Werkzeugen ist im Besonderen darauf zu achten, dass die PKD und PCBN Beschichtung keiner lokalen Überhitzung ausgesetzt wird. Deshalb wird das Induktionsverfahren gerade in diesem Zusammenhang dem Flammlöten vorgezogen. Die exakte Temperaturregelung ermöglicht es dem Anwender, die Temperatur des Werkstücks den gesamten Lötprozess hindurch konstant zu halten. Durch die vordefinierte Induktorform lassen sich reproduzierbare Lösungen realisieren.
Lesen Sie hier einen Fachartikel zum Thema löte von Diamantwerkzeugen.