Brazing and soldering of metals
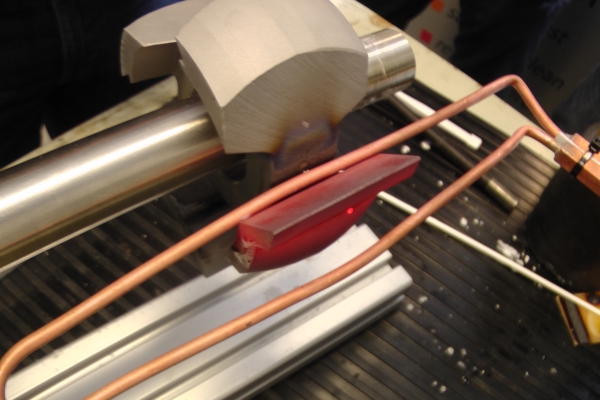
Metals can be joined cohesively through inductive heating with the aid of solders or brazing filler metals. Due to the special adaptability of the induction heating and the corresponding brazing filler metals it is possible to combine and join ferromagnetic and non-ferromagnetic materials amongst each other. Our systems are suitable for automated as well as manual brazing processes, thus providing an optimal solution for every user. – We distinguish:
- Temperatures up to 450°C
- Predominantly solders based on Sn and Pb
- Use of additional flux
- Temperatures of up to 900°C
- Predominantly silver-, copper-phosphor-, brass-, German silver- as well as aluminium filer metals
- Generally use of additional flux
- Temperatures beginning at 900°C
- Predominantly copper- and nickel based filler metals
- Inert gas or vacuum brazing
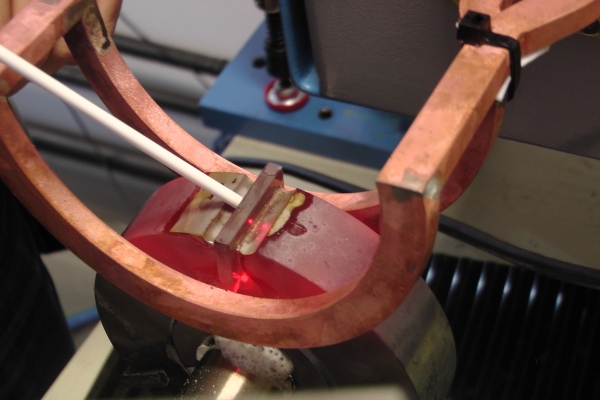
Brazing of hard metals
Regarding hard metals, those are mainly materials with high metal carbide content, especially tungsten carbide (WC). These are brazed onto a carrier steel due to their excellent wear properties in order to improve the overall tool properties. The brazing filler metals used for this purpose usually come with a manganese content that enhances the wetting properties of the metal carbides.
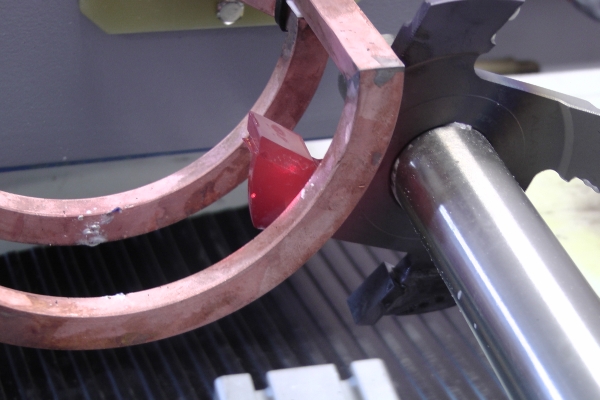
Brazing of PCD/PCBN
When brazing PCD and PCBN tools it must be ensured that the PCD and PCBN coating isn’t exposed to local overheating. Therefore, the induction brazing process is preferred over flame brazing, especially in this context. The precise temperature control allows the operator to keep the temperature of the workpiece constant during the entire brazing process. Due to the predefined inductor shape, reproducible solutions can be implemented.