Brasage tendre et brasage fort des métaux
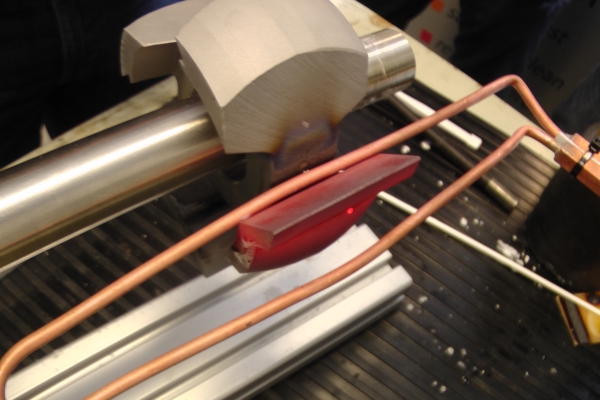
Les métaux peuvent être assemblés par liaison de matière par chauffage par induction et à l’aide de métaux d’apport de brasage fort ou tendre. Grâce à la capacité d’adaptation spéciale du chauffage par induction et des matériaux d’apport de brasage correspondants, il est possible de combiner et d’assembler des matériaux ferromagnétiques et non ferromagnétiques. Nos installations conviennent aussi bien pour le processus de brasage automatisé que pour le processus de brasage manuel et représentent ainsi une solution optimale pour chaque utilisateur. – Nous faisons la différence :
- Températures jusqu’à 450°C
- Principalement des métaux d’apport à base de Sn et de Pb
- Utilisation d’un flux supplémentaire
- Températures jusqu’à 900°C
- Principalement des métaux d’apport en argent, cuivre-phosphore, laiton, maillechort et aluminium
- En général, utilisation d’un flux supplémentaire
- Températures à partir de 900°C
- Principalement des métaux d’apport à base de cuivre et de nickel
- Soudage sous gaz protecteur ou sous vide
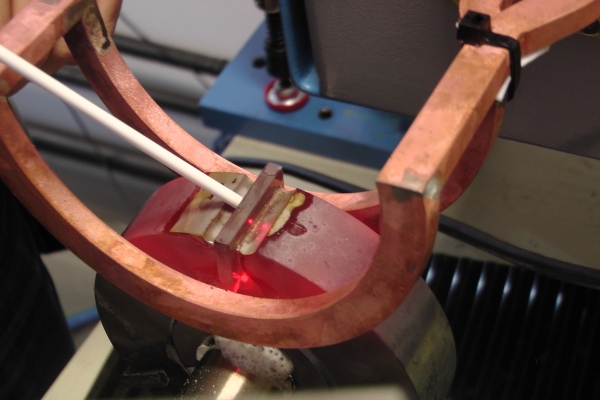
Souder des métaux durs
Les carbures métalliques sont principalement des matériaux à forte teneur en carbure métallique, en particulier le carbure de tungstène (WC). En raison de leurs excellentes propriétés d’usure, ils sont brasés sur un acier porteur afin d’améliorer les propriétés des outils. Les métaux d’apport utilisés à cet effet ont généralement une teneur en manganèse qui favorise le mouillage, car les carbures métalliques présentent des faiblesses en termes de mouillabilité.
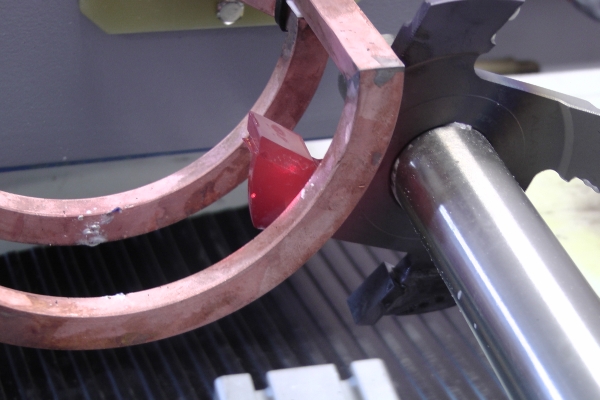
Soudage PCD/PCBN
Brasage PCD/PCBNLors du brasage d’outils en PCD et PCBN, il faut particulièrement veiller à ce que le revêtement en PCD et PCBN ne soit pas exposé à une surchauffe locale. C’est pourquoi le procédé d’induction est préféré au brasage à la flamme, précisément dans ce contexte. Le contrôle précis de la température permet à l’utilisateur de maintenir la température de la pièce à un niveau constant pendant tout le processus de brasage. La forme prédéfinie de l’inducteur permet d’obtenir des solutions reproductibles.
Lire hier un article spécialisé sur le thème du brasage des outils diamantés.