Meko i tvrdo lemljenje metala
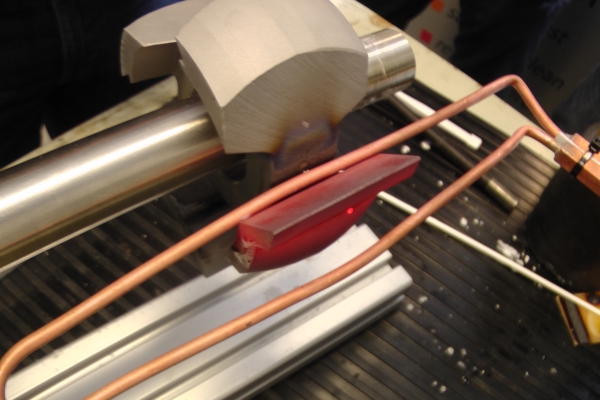
Metali se mogu međusobno spajati induktivnim zagrijavanjem i uz pomoć tvrdih ili mekih lemova. Zbog posebne prilagodljivosti indukcijskog zagrijavanja i pripadajućih aditiva za lemljenje, moguće je kombinirati i spajati feromagnetske i neferomagnetske materijale. Naši sustavi prikladni su za automatizirani i za ručni proces lemljenja te stoga predstavljaju optimalno rješenje za svakog korisnika.- Razlikujemo:
- Temperature do 450°C
- Uglavnom lemovi na bazi Sn i Pb
- Upotreba dodatnog fluksa
- Temperature do 900°C
- Uglavnom lemovi od srebra, bakra i fosfora, mesinga, nikl-srebra i aluminija
- Općenito korištenje dodatnog fluksa
- Temperature od 900°C
- Uglavnom lemovi na bazi bakra i nikla
- Lemljenje pod zaštitnim plinom ili u vakuumu
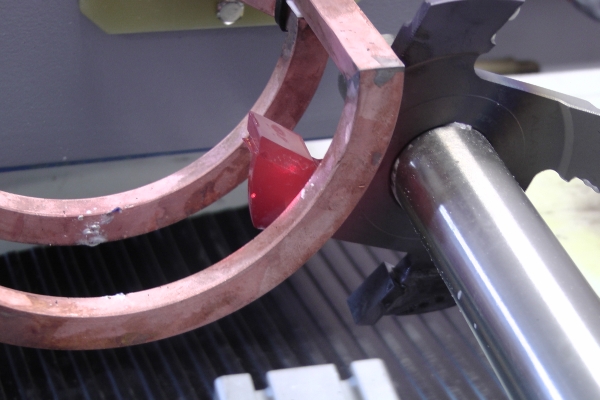
Lemiti tvrde metale
Tvrdi metali su prvenstveno materijali s visokim sadržajem metalnog karbida, posebno volfram karbida (WC). Zbog svojih izvrsnih svojstava trošenja, oni su zalemljeni na noseći čelik kako bi se poboljšala svojstva alata. Lemovi koji se koriste za to obično imaju sadržaj mangana koji potiče vlaženje, budući da metalni karbidi pokazuju slabljenje u smislu njihove močivosti.
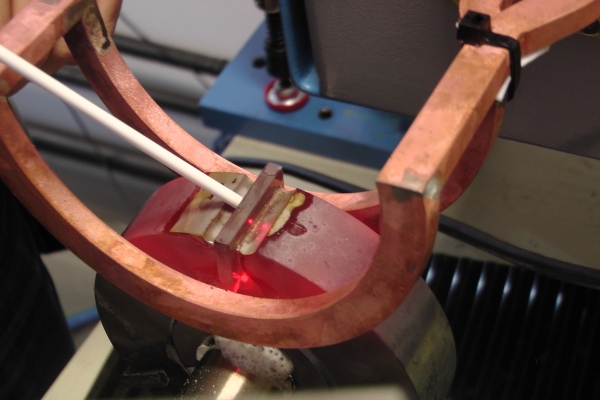
PKD/PCBN lemljenje
Prilikom lemljenja PCD i PCBN alata potrebno je posebno paziti da PCD i PCBN premaz ne bude izložen lokalnom pregrijavanju. Zato se u ovom kontekstu daje prednost indukcijskom postupku u odnosu na plameno lemljenje. Precizna kontrola temperature omogućuje korisniku održavanje konstantne temperature obratka tijekom cijelog procesa lemljenja. Unaprijed definirani oblik induktora omogućuje implementaciju ponovljivih rješenja.
Čitatiovdje stručni članak na temu lemljenja dijamantnih alata.