Fémek lágy forrasztása és kemény forrasztása
A fémeket induktív hevítéssel, kemény vagy lágy forrasztóötvözetek segítségével lehet egymáshoz kötni. Az indukciós melegítés és a hozzá kapcsolódó forrasztó kiegészítő anyagok különleges alkalmazkodóképességének köszönhetően ferromágneses és nem ferromágneses anyagok kombinálhatók és köthetők össze egymással. Berendezéseink alkalmasak mind az automatizált, mind a kézi forrasztási folyamatra, és így minden felhasználó számára optimális megoldást jelentenek. – Megkülönböztetjük:
- Hőmérséklet 450 °C-ig
- Túlnyomórészt Sn- és Pb-alapú forraszok
- Kiegészítő folyasztószer alkalmazása
- Hőmérséklet 900 °C-ig
- Túlnyomórészt ezüst, vörösréz-foszfor, sárgaréz, újezüst, valamint alumínium forraszok
- Kiegészítő folyasztószer általános alkalmazása
- Hőmérséklet 900 °C-tól
- Túlnyomórészt vörösréz és nikkel alapú forraszok
- Védőgázas vagy vákuumos forrasztás
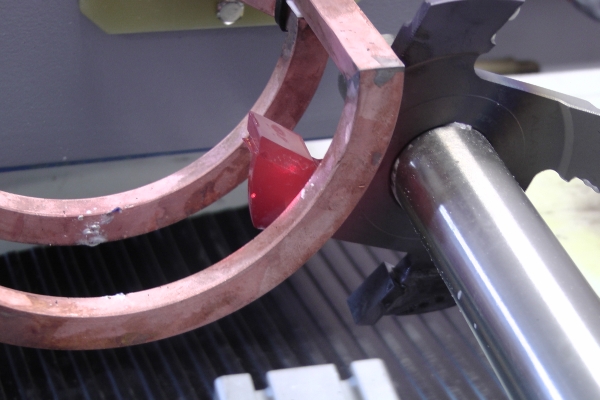
Keményfémek forrasztása
A keményfémek főként magas fémkarbid-tartalmú anyagok, különösen volfrám-karbid (WC). Kiváló kopási tulajdonságaik miatt ezeket tartóacélra forrasztják, hogy javítsák a szerszám tulajdonságait. Az erre a célra használt forrasztóötvözetnek általában nedvesítést elősegítő mangántartalmuk van, mivel a fémkarbidok nedvesíthetőségük tekintetében gyengeséget mutatnak.
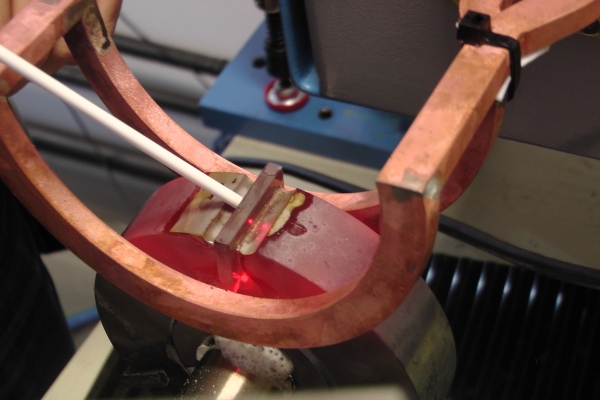
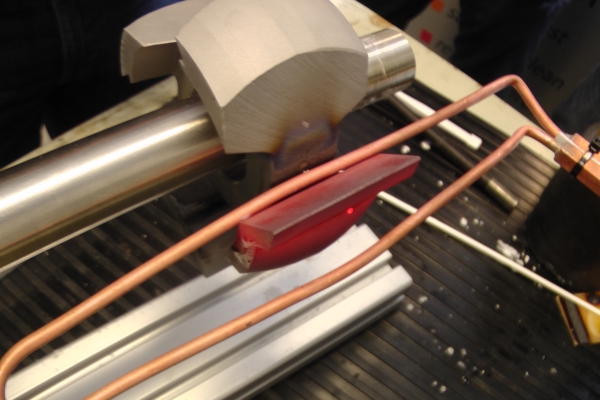
PKD/PCBN forrasztás
A PKD és PCBN szerszámok forrasztásakor különösen fontos annak biztosítása, hogy a PKD és PCBN bevonat ne legyen kitéve helyi túlmelegedésnek. Emiatt az indukciós módszer előnyben részesül a lángforrasztással szemben, különösen ebben az összefüggésben. A pontos hőmérséklet-szabályozás lehetővé teszi a felhasználó számára, hogy a munkadarab hőmérsékletét állandó értéken tartsa a forrasztási folyamat során. A reprodukálható oldatok az előre meghatározott induktor formával valósíthatók meg.
Olvasson itt egy cikket a gyémánt szerszámok forrasztásáról.