lutowanie miękkie i lutowanie twarde metali
Metale mogą być trwale łączone poprzez nagrzewanie indukcyjne oraz z zastosowaniem lutów twardych lub miękkich. Dzięki specjalnej możliwości adaptacji urządzeń do nagrzewania indukcyjnego oraz przynależnych dodatków lutowniczych możliwe jest zestawianie i łączenie materiałów ferromagnetycznych i nieferromagnetycznych. Nasze urządzenia przeznaczone są zarówno do zautomatyzowanego, jak również ręcznego procesu lutowania, dlatego stanowią optymalne rozwiązanie spełniające wymagania każdego użytkownika. – Rozróżniamy:
- Temperatury do 450°C
- Głównie lutowie na bazie Sn i Pb
- Zastosowanie dodatkowego topnika
- Temperatury do 900°C
- Głównie lutowie srebrne, miedziano-fosforowe, mosiężne, niklowo-srebrne i aluminiowe
- Ogólnie stosowanie dodatkowego topnika
- Temperatury od 900°C
- Głównie lutowie na bazie miedzi i niklu
- Lutowanie w gazie obojętnym lub w próżni
Łączenie węglików spiekanych przez lutowanie
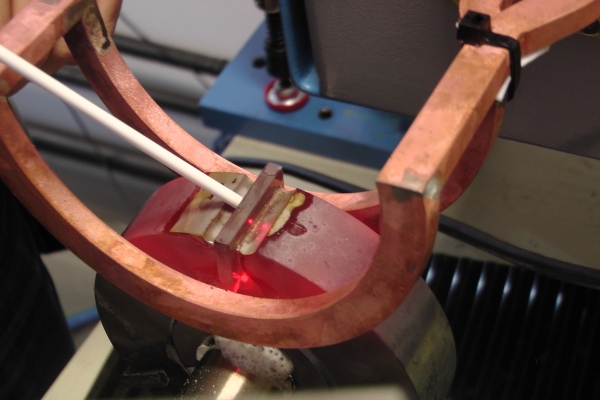
Węgliki spiekane to przede wszystkim materiały z dużą zawartością węglików metali, w szczególności węglika wolframu (WC). Z uwagi na ich doskonałą odporność na zużycie mocuje się je poprzez lutowanie na elemencie nośnym, uzyskując w ten sposób lepsze właściwości narzędzia. Stosowane w tym celu luty zazwyczaj zawierają mangan ułatwiający zwilżanie, ponieważ węgliki metali pod względem ich zwilżalności wykazują gorsze właściwości.
Lutowanie PKD/PCBN
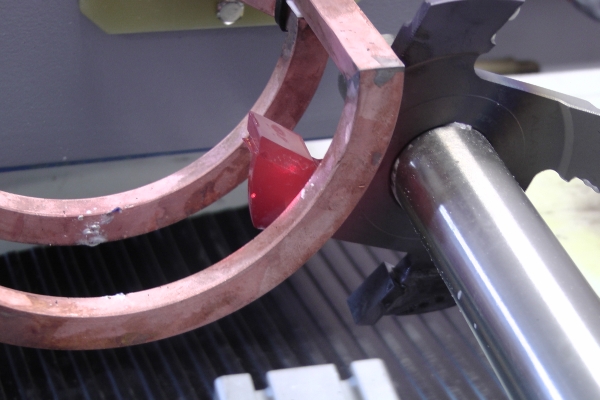
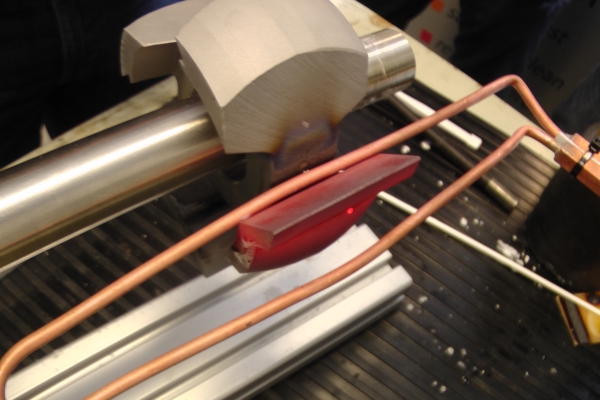
Podczas lutowania narzędzi PKD i PCBN należy zwracać uwagę przede wszystkim na to, aby powłoka PKD i PCBN nie była lokalnie przegrzewana. Dlatego w tym kontekście zamiast lutowania płomieniowego preferowana jest metoda indukcyjna. Precyzyjna regulacja temperatury umożliwia użytkownikowi utrzymywanie temperatury przedmiotu obrabianego na stałym poziomie w trakcie całego procesu lutowania. Dzięki dostosowanej formie wzbudnika istnieje możliwość realizacji powtarzalnych rozwiązań..
Zapoznaj się tutaj z artykułem branżowym na temat lutowania narzędzi diamentowych.