Soldadura suave e brasagem de metais
Os metais podem ser unidos por aquecimento indutivo e com a ajuda de soldas duras ou moles. Devido à adaptabilidade especial do aquecimento por indução e dos aditivos de solda associados, é possível combinar e unir materiais ferromagnéticos e não ferromagnéticos. Os nossos sistemas são adequados tanto para processos de soldadura automatizados como manuais e representam assim uma solução óptima para cada utilizador. – Distinguimo-nos
- Temperaturas até 450°C
- Principalmente soldas à base de Sn- e Pb
- Utilização de fluxo adicional
- Temperaturas até 900°C
- Principalmente soldas de prata, cobre-fósforo, latão, níquel-prata e alumínio
- Geralmente, utilização de fluxo adicional
- Temperaturas a partir de 900°C
- Principalmente soldas à base de cobre e níquel
- Soldadura sob gás inerte ou em vácuo
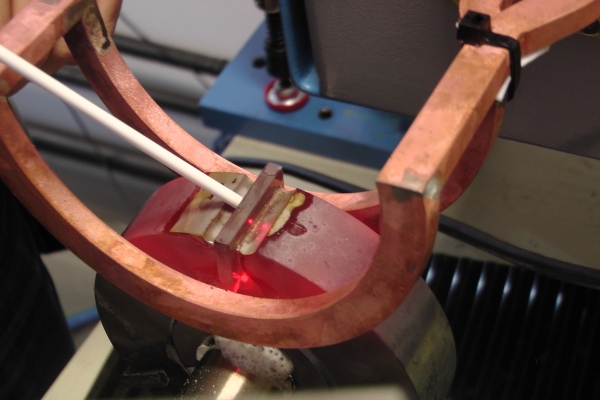
Brasagem de metais duros
Os metais duros são principalmente materiais com um elevado teor de carboneto metálico, especialmente o carboneto de tungsténio (WC). Devido às suas excelentes propriedades de desgaste, estes são soldados a um aço de suporte para melhorar as propriedades da ferramenta. As soldas utilizadas para este fim têm normalmente um teor de manganês que promove a humidade, uma vez que os carbonetos metálicos apresentam pontos fracos no que diz respeito à sua molhabilidade.
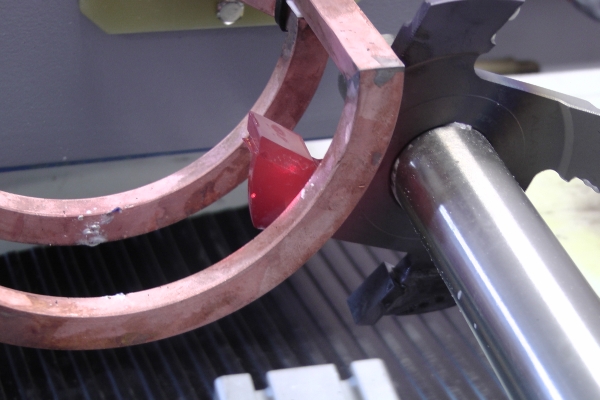
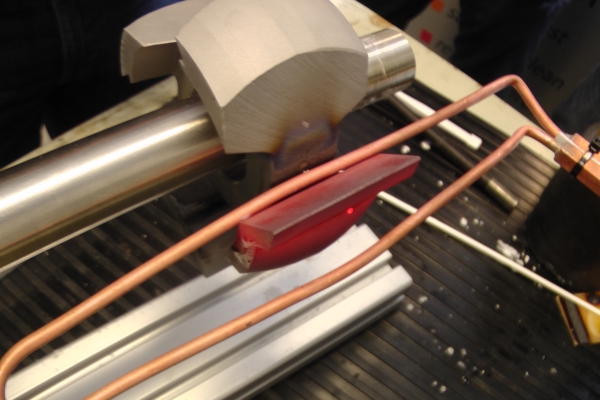
Brasagem PCD/PCBN
Na brasagem de ferramentas PCD e PCBN, é necessário ter um cuidado especial para garantir que o revestimento PCD e PCBN não seja exposto a um sobreaquecimento local. Por esta razão, o processo de indução é preferível à brasagem por chama neste contexto particular. O controlo preciso da temperatura permite ao utilizador manter a temperatura da peça de trabalho constante durante todo o processo de brasagem. Devido à forma predefinida do indutor, podem ser realizadas soluções reprodutíveis.
Leia aqui um artigo técnico sobre o tema das ferramentas de soldadura com diamante.