Mäkké spájkovanie a tvrdé spájkovanie kovov
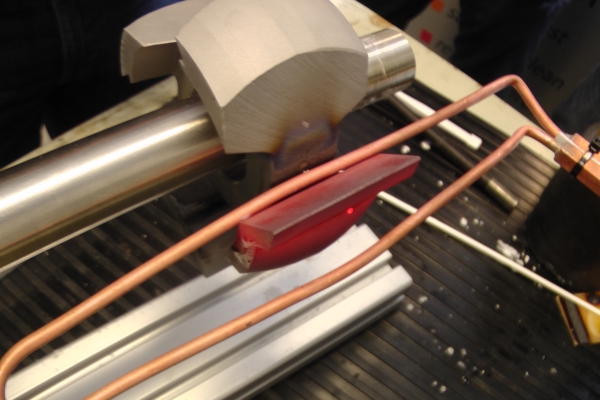
Kovy možno spájať indukčným ohrevom a pomocou tvrdých alebo mäkkých spájok. Vďaka špeciálnej prispôsobivosti indukčného ohrevu a súvisiacich prísad do spájok je možné kombinovať a spájať feromagnetické a neferomagnetické materiály. Naše systémy sú vhodné na automatizované aj manuálne spájkovacie procesy a predstavujú tak optimálne riešenie pre každého používateľa. – Rozlišujeme
- Temperatúry do 450 °C
- Hlavne spájky na báze Sn a Pb
- Použitie dodatočného tavidla
- Temperatúry do 900°C
- Hlavne strieborné, medeno-fosforové, mosadzné, niklovo-strieborné a hliníkové spájky
- Všeobecne sa používa prídavné tavidlo
- Temperatúry do 900°C
- Prevažne spájky na báze medi a niklu
- Spájkovanie v inertnom plyne alebo vo vákuu
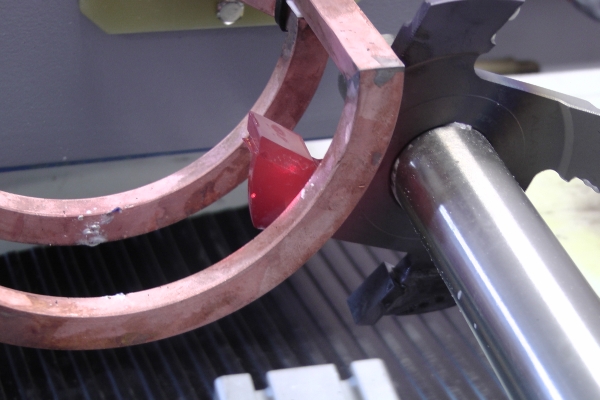
Spájkovanie tvrdých kovov
Tvrdé kovy sú hlavne materiály s vysokým obsahom karbidu kovu, najmä karbid volfrámu (WC). Vďaka ich vynikajúcim vlastnostiam pri opotrebovaní sa tieto materiály pripájajú na nosnú oceľ, aby sa zlepšili vlastnosti nástroja. Spájky používané na tento účel majú zvyčajne obsah mangánu, ktorý podporuje zmáčanie, pretože karbidy kovov vykazujú slabiny, pokiaľ ide o ich zmáčavosť.
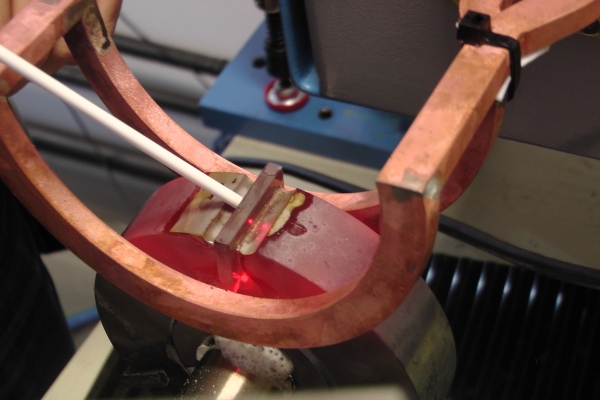
Spájkovanie PCD/PCBN
Pri spájkovaní nástrojov z PCD a PCBN je potrebné dbať na to, aby povlak PCD a PCBN nebol vystavený lokálnemu prehriatiu. Preto sa v tejto súvislosti uprednostňuje najmä indukčný proces pred spájkovaním plameňom. Presná regulácia teploty umožňuje používateľovi udržiavať konštantnú teplotu obrobku počas celého procesu spájkovania. Preddefinovaný tvar induktora umožňuje realizovať reprodukovateľné riešenia.
Prečítajte si hier technický článok na tému spájkovacích diamantových nástrojov.