mehko spajkanje in spajkanje kovin
Kovine lahko spajamo z indukcijskim segrevanjem in s trdimi ali mehkimi spajkami. Zaradi posebne prilagodljivosti indukcijskega segrevanja in pripadajočih materialov za spajkanje je mogoče kombinirati in združevati feromagnetne in neferomagnetne materiale. Naši sistemi so primerni tako za avtomatiziran kot za ročni postopek spajkanja in tako predstavljajo optimalno rešitev za vsakega uporabnika. – Razlikujemo:
- Temperature do 450 °C
- Predvsem spajke na osnovi Sn- in Pb
- Uporaba dodatnega fluksa
- Temperature do 900 °C
- Predvsem srebrne, bakreno-fosforne, medeninaste, nikelj-srebrne in aluminijaste spajke
- Običajno uporaba dodatnega fluksa
- Temperature od 900 °C
- Predvsem spajke na osnovi bakra in niklja
- Spajkanje pod inertnim plinom ali v vakuumu
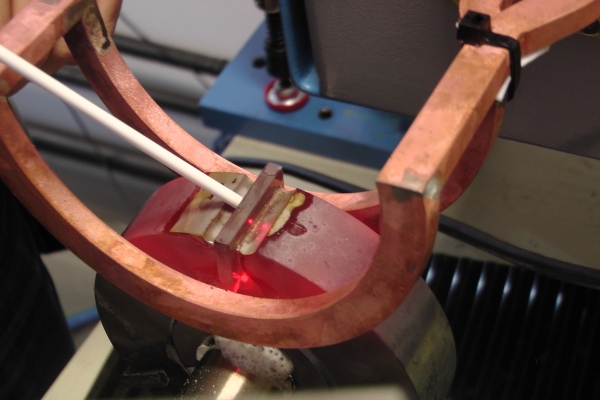
spajkanje trdih kovin
Trde kovine so predvsem materiali z visoko vsebnostjo kovinskega karbida, zlasti volframovega karbida (WC). Zaradi odličnih obrabnih lastnosti se ti spajkajo na nosilno jeklo, da se izboljšajo lastnosti orodja. Spajke, ki se uporabljajo v ta namen, imajo po navadi vsebnost mangana, ki spodbuja omočljivost, saj je sicer omočljivost šibka točka kovinskih karbidov.
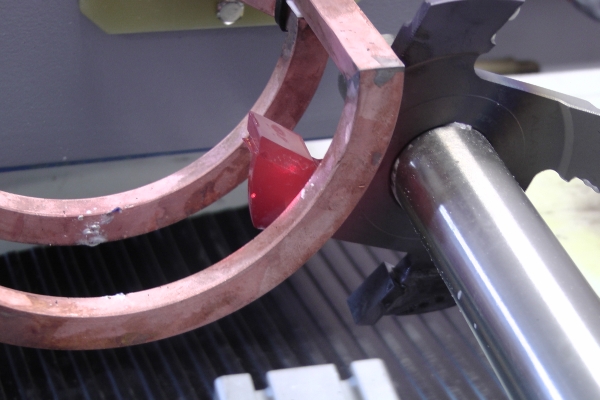
spajkanje PCD/PCBN
Pri spajkanju orodij PCD in PCBN je treba posebej paziti, da premaz PCD in PCBN ni izpostavljen lokalnemu pregrevanju. Zato ima indukcijski postopek prednost pred plamenskim spajkanjem, zlasti v tem kontekstu. Natančen nadzor temperature uporabniku omogoča, da ohranja konstantno temperaturo obdelovanca med celotnim postopkom spajkanja. Vnaprej določena oblika induktorja omogoča izvedbo ponovljivih rešitev..
Tukaj preberite tehnični članek o spajki za diamantna orodja.