METALLERIN YUMUŞAK VE SERT LEHIMLENMESI
Metaller endüktif ısıtma ile ve sert veya yumuşak lehimler yardımıyla birbirine bağlanabilir. İndüksiyonla ısıtmanın ve ilgili lehim katkı maddelerinin özel uyarlanabilirliği nedeniyle, ferromanyetik ve ferromanyetik olmayan malzemeleri kombine etmek ve birleştirmek mümkündür. Sistemlerimiz hem otomatik hem de manuel lehimleme prosesi için uygundur ve bu nedenle her kullanıcı için en uygun çözümü temsil eder. – Ayırt ediyoruz:
- 450°C’ye kadar sıcaklıklar
- Genel olarak Sn ve Pb’ye dayalı lehimler
- İlave akı kullanımı
- 900°C’ye kadar sıcaklıklar
- Genel olarak gümüş, bakır-fosfor, pirinç, nikel gümüşü ve alüminyum lehimler içindir
- Genel olarak lehim akı kullanılır
- 900°C’den başlayan sıcaklıklar
- Genel olarak bakır ve nikel bazlı lehimler
- İnert gaz altında veya vakumda lehimleme
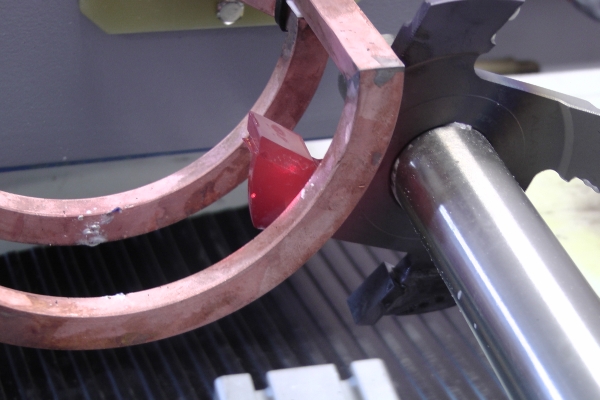
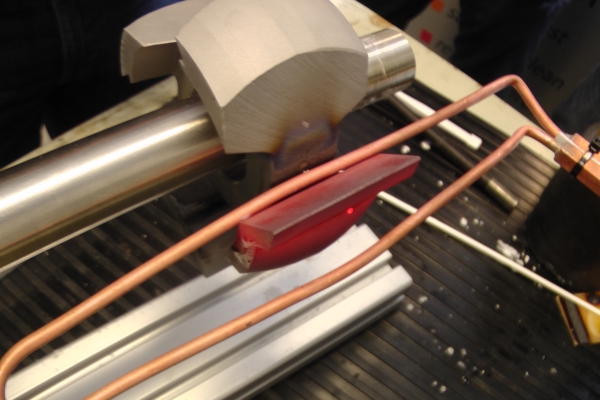
KARBÜRLERİ LEHİMLEME
Karbürler öncelikle yüksek metal karbür içeriğine, özellikle tungsten karbür (WC) içeren malzemelerdir. Mükemmel aşınma özellikleri nedeniyle, bunlar takım özelliklerini iyileştirmek için bir taşıyıcı çelik gövde üzerine lehimlenir. Bunun için kullanılan lehimler genellikle ıslanmayı teşvik eden bir manganez içeriğine sahiptir, çünkü metal karbürler ıslanabilirlikleri açısından zayıflıklar gösterir.
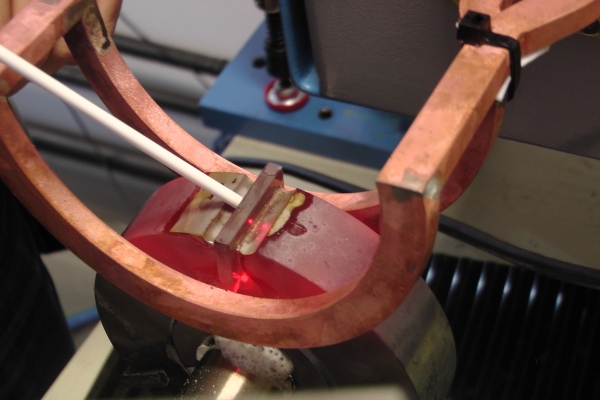
PCD/PCBN LEHIMLEME
PCD ve PCBN aletlerini lehimlerken, PCD ve PCBN kaplamanın yerel aşırı ısınmaya maruz kalmamasını sağlamak için özel dikkat gösterilmelidir. Bu nedenle bu bağlamda alevli lehimlemeye indüksiyon işlemi tercih edilmektedir. Tam sıcaklık kontrolü, kullanıcının tüm lehimleme işlemi boyunca iş parçasının sıcaklığını sabit tutmasını sağlar. Önceden tanımlanmış indüktör şekli sayesinde tekrarlanabilir çözümler gerçekleştirilebilir.
Elmas aletleri lehimleme konusunda uzman bir makaleyi buradan okuyun.